სპეციფიკაციები:
მასალა: ფოლადი, ზედაპირი გამაგრებული HRC58-62°-მდე, ნიკელის მოოქროვილი.
ფერი: ვერცხლი
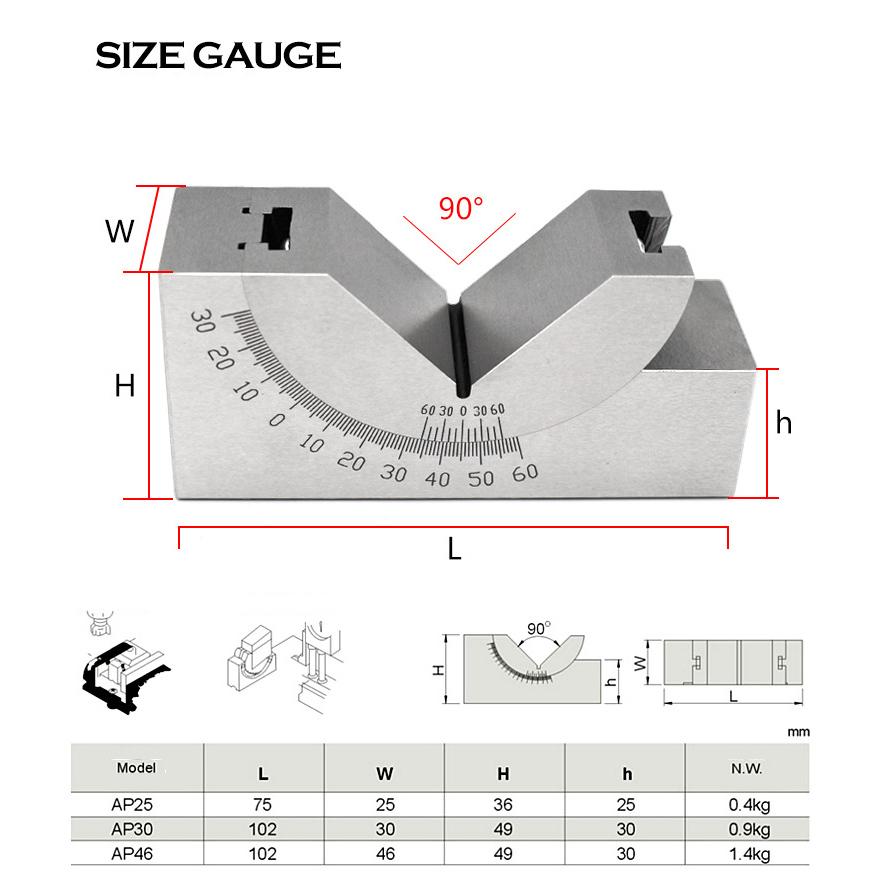
ტიპი:KP25 KP30 KP46
Angular Precision 10 'წაკითხვადი ნონიუსზე
მიკრო რეგულირებადი 0°-დან 60°-მდე Stop Scr
იყენებს: საღეჭი მანქანაში, საბურღი, საბურღი პრესა რეგულირებადი კუთხური საფქვავით და დებულებით დანაზე, გადაკვეთილი სხვა სამაგრებთან ან სამუშაო ნაწილის დამაგრებით სამუშაო ნაწილის დამუშავების შემდეგ, როგორიცაა დამუშავების ფერდობი, დახრილი ხვრელის ბურღვა და სხვა.
ნიკელებით მოოქროვილი, ჟანგის პარალელიზმი და ვერტიკალურობის ზუსტი დაფქვა თითოეული სამუშაო სახის 0.01 მმ-მდე.
ეს შეიძლება იყოს კურსორი, რომელიც მიუთითებს დახრის უწყვეტი რეგულირების კუთხით, შემდეგ კი უზრუნველყოფილი იყოს ხრახნებით, გამოიყენება სხვადასხვა ფიქსირებული კუთხის დამუშავების შესაქმნელად, სამუშაო ნაწილების შესამოწმებლად.
Ამანათი შეიცავს:
1 x რეგულირებადი კუთხის ბლოკი
1 x გასაღები
მახასიათებლები:
იყენებს: საღეჭი მანქანაში, საფქვავი, საფქვავი და ბურღი დანაზე რეგულირებადი კუთხით, ჯვარედინი ან სხვა სამაგრებით იქნება სამუშაო ნაწილი სამუშაო ნაწილის დამაგრების შემდეგ, როგორიცაა დამუშავების ფერდობები, ირიბი ბურღვა და ა.შ.
გამოყენება: ⑴, გახსენით ხრახნი, გაიყვანეთ V- ფორმის ბლოკი სახელმძღვანელო ბორბლის ბრუნვის ფუძის გასწვრივ, მოძებნეთ სამიზნე კუთხე. ⑵, კურსორის წაკითხვის პრინციპის გამოყენება, ძირითადი მასშტაბი ინდექსზე 1 °, კურსორის ინდექსი 10'. კურსორზე "0" ხაზი გასწორებულია მთავარ შკალაზე "0" ხაზთან, რათა მიუთითებდეს, რომ A საზომი სიბრტყე პარალელურია საცნობარო სიბრტყის პარალელურად, ხოლო B საორიენტაციო სიბრტყე პერპენდიკულარულია საცნობარო სიბრტყის მიმართ.
① როდესაც კურსორის ხაზი "0" არის ძირითადი მასშტაბის "0" ხაზის მარჯვენა მხარეს, ხარისხი იკითხება კურსორის "0" ხაზით, ხოლო ქულა იკითხება კურსორის მარჯვენა მასშტაბით. "0" ხაზი (კითხვა იგივეა, რაც ვერნიეს კალიბრი) ხარისხები (°), წუთები (') რომ A, B საზომი ზედაპირი საათის ისრის საწინააღმდეგოდ აბრუნებს კუთხეს.
② როდესაც კურსორი "0" ხაზი დარჩა ძირითადი მასშტაბის "0" ხაზის მარცხნივ, ხარისხი იკითხება კურსორით "0", ხოლო ქულა იკითხება კურსორის მარცხენა სკალით "0" ხაზი. წაიკითხეთ ხარისხი (°), ქულები (') თქვა
A, B, საათის ისრის მიმართულებით მობრუნების კუთხის გაზომვა.
③ მას შემდეგ, რაც კუთხე დარეგულირდება სამიზნე მნიშვნელობამდე, გამკაცრდეს V-ბლოკი ფუძესთან.
ძირითადი ტექნიკური მაჩვენებლები:
(1) როდესაც საზომი ზედაპირი A არის საბაზისო ზედაპირის პარალელური და საზომი ზედაპირი B პერპენდიკულარულია საბაზისო სიბრტყის მიმართ, კურსორის "0" ხაზი არ ემთხვევა მთავარ მასშტაბის "0" ხაზს 3'-ზე მეტი, და კურსორის ორივე ბოლოს გამრუდება განსხვავდება ძირითადი მასშტაბისგან. დამთხვევის ხარისხი არ არის 5'-ზე მეტი; მეორეს მხრივ, გამკაცრეთ ხრახნი ისე, რომ ძირითადი მასშტაბის ხაზი 0 ° და კურსორი "0" ხაზის გასწორება, საზომი ზედაპირი და საცნობარო სიბრტყის პარალელიზმი არ იყოს 0.01 მმ-ზე მეტი, B საზომი ზედაპირი და ვერტიკალური სიბრტყე არაუმეტეს 0.01. მმ
⑵ ფიქსირებულ მდგომარეობაში, რეგულირებადი კუთხის ლიანდაგის მითითების შეცდომა არ არის ± 10'-ზე მეტი
შენიშვნა:
გთხოვთ, დაუშვათ 1-5 მმ შეცდომები ხელით გაზომვის გამო
ფოტოებში ნაჩვენები ელემენტის ფერი შეიძლება ოდნავ განსხვავებული იყოს თქვენს კომპიუტერის მონიტორზე, რადგან მონიტორები არ არის დაკალიბრებული ერთნაირად.